DLCコーティング|AC-X・W

凝着に強い0.7ミクロン厚膜仕様
超高硬度のDLCコーティング
・水素フリーDLCコーティング
(ta-Cタイプ)
・AC-Xの厚膜仕様
AC-X・WはDLCスタンダード膜〈AC-X〉の膜厚を厚くした、DLCコーティング(ta-Cタイプ)の厚膜仕様です。グラファイトを瞬間的にアーク蒸発させ、イオン化したカーボンを高純度で取り出すことで、なめらかで硬い膜質を実現しています。
0.5〜0.7ミクロンねらいの厚膜+高硬度で、アルミ・銅加工の耐凝着対策に効果的。チッピングが起こりやすい衝撃のかかる加工には不向きです。(密着力を確保するため、母材には超硬をおすすめします)
DLCコーティング〈AC-X・W〉の用途例
焼結合金切削工具、アルミダイカスト切削超硬工具、非鉄加工超硬工具 など
AC-X・W のスペック
-
色調レインボー
-
膜硬度7000 Hv
-
膜厚0.5〜0.7 µm
-
酸化温度550 ℃
-
処理温度150 ℃
-
摩擦係数0.10〜0.14
-
電気抵抗値
107Ω·cm
-
撥水角
80°
-
応 力
10GPa
特長
高硬度で0.5〜0.7μmねらいの膜厚を実現。
アルミ、銅加工の耐凝着対策に。
アルミ、銅加工の耐凝着対策に。
■スペック比較
| AC-X・W | AC-X | AC-X・X | |
| 膜厚(μm) | 0.5〜0.7 | 〜0.5 | 1 |
| 硬度(Hv) | 7000 | 7000 | 5500 |
| 応力(GPa) | 10 | 10 | 7 |
| 摩擦係数 | 0.10〜0.14 | 0.09〜0.13 | 0.09〜0.13 |
膜評価
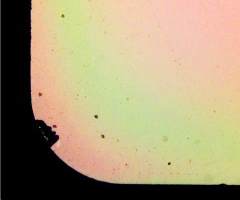
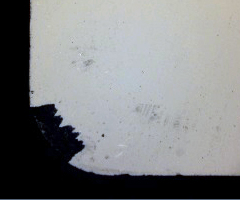
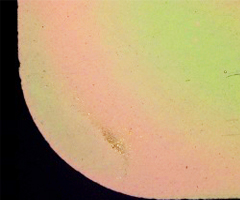
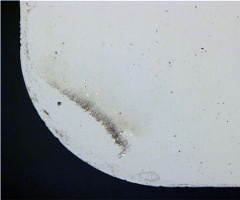
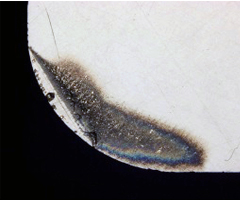
■チップ摩耗状態の比較
試験1
アルミダイキャスト 切削チップスクイ面
- 切削長:10m
- 切削材:AC2A
- 切削速度:150m/min
- 切り込み:0.2mm
- 送り:0.2mm/rev ミスト
 |
 |
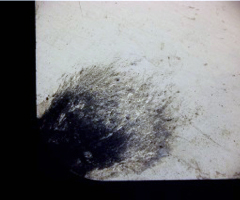 |
試験2
リン青銅 切削チップスクイ面
- 切削長:10m
- 切削材:BC6
- 切削速度:150m/min
- 切り込み:0.2mm
- 送り:0.2mm/rev ドライ
 |
 |
 |
ta-Cタイプの特徴
ta-Cタイプはテトラへドラルアモルファスカーボン構造のDLCコーティング。ダイヤモンド構造のsp3比率が高く、硬く耐摩耗性に優れているのが特徴です。