鉄系材料加工に適したコーティングの話

鉄系材料加工に適したコーティングについて
鉄系材料は多種類で(前回のSUSも鉄系合金)
焼き入れ等による「硬度」、「加工条件」の違いもあり、
系統立てて適用膜を説明するのは、かなり困難です。
弊社のデータから、鉄系材料加工に効果のあった膜を一部まとめましたので、ご参考頂けばと思います。
| 材質名 | 工具 | 適用膜 |
|---|---|---|
| 軟鉄 | リーマー | TiN(HCD方式) |
| 鋳鋼 | ドリル | TiAlN、OS-T |
| 炭素鋼 S35C | ドリル | OS-T(TiSiN系) |
| 炭素鋼 S45C 生材 | エンドミル | OS-Ⅶ(AlCrSiN系) |
| 合金鋼 SNCM | エンドミル(低速加工) | OS-CⅡ(CrSiBN系) |
| 合金鋼 SCM | プレス金型 | TiN |
| 鋼板 SPCC、SPHC | プレス金型 | OS-Ⅶ |
詳しい情報をお求めの方は、弊社までお問い合わせください。
鉄系材料加工に適したコーティングの選定に必要なもの:1、使用状態
コーティングの選定には、
工具、金型の使用状態を判断することが重要となります。
<使用状態例1> 細かい傷が発生して摩耗
➡コーティング選定条件:「硬度」が必要
➡コーティング選定条件:「非親和性」が必要
などがあげられます。
また、「加工時の発生熱」、「密着強度」の考慮も必要です。
鉄系材料加工に適したコーティングの選定に必要なもの:2、材質
工具、金型の材質から選定できる鉄系加工に適したコーティングは、以下のような傾向があります。
「SKH」や「SKD」の場合
➡TiN、CrN、TiAlN、OS-CⅡ、OS-Ⅶ
その他鉄系材に関するご質問は、弊社までお問い合わせください。
「様々なコーティングを試したがどれも効果がない」という方へ
また、「各社、様々なコーティングを試したがどれも効果がない。」という場合もあります。
その原因として考えられることは
・加工条件が過酷で、工具や金型が初期損傷、変形する場合→工程、材質、形状等の変更要
・面粗度向上での密着力改善が必要
・窒化やWPC+PVDなどの母材の改質が必要
等があります。
同じ鋼材で、似たような加工と思っても、お客様により選択される膜が違う場合もあります。
ご評価いただき、摩耗状態等確認しながら、最適な膜を選んでいくことが必要となります。
鉄系材料加工に不向きな膜種例:DLCコーティング
鉄系材料加工にDLCコーティングは不向きです。
加工時発生熱でDLCコーティングが軟化(スス化)すること、鉄と炭素は親和しやすいことが原因です。
ダイヤモンド工具が鉄系材加工に不向きなことと同様の理由です。
切削試験で、超硬チップに各種DLCをコーティング、SNCM材をドライ切削してみました。
やはり切削初期に接触する赤丸部の膜摩耗が発生してしまいました。
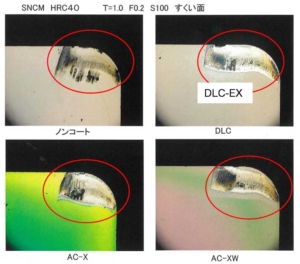
これは、極端な事例ですが、
硬さのみではなく耐酸化温度、親和性を考慮しなければ、せっかくのコーティングが活かされないことになります。
鉄系材料加工のコーティング選択のポイント
最初に述べましたように、鉄系材料は多種で、加工方法、加工条件も多様であり、加工障害となる現象も変わります。
そのため、同種の鋼材で似たような加工を行う複数のお客様でも、それぞれ違う膜を選択されることもあります。
鉄系材料の切削工具に関しては、「硬度」「酸化温度」が優先される傾向があると思いますが、
金型においては、「靭性」、「親和性」「膜厚管理」が優先される傾向にあると思います。
弊社の実績をもとに、最適な膜をご提案いたします。ぜひお問い合わせください。
このブログの編集者

- 株式会社オンワード技研
-
1986年創業、DLC・セラミックコーティング・表面処理のプロ集団。
「EVER ONWARD=常に前進する。」をモットーに、コーティング専業メーカーとして全国のお客様の「ものづくり」を支えています。 - 製品ラインアップ
- 所属・掲載