銅加工に適したコーティングの話
今回は、銅加工に適したコーティングを考えたいと思います。
銅加工に適したコーティング
銅の加工障害となる現象は、凝着による「かじり」と「摩耗」です。
金型、工具材料に使われる硬度の高い超硬も、タングステンカーバイドのバインダー(接着剤)であるコバルトが銅と親和して凝着摩耗が起きます。
必要な膜性能は、銅に対しての非親和性(なじみにくい)、耐摩耗性となります。
リードフレーム加工金型にお勧めの膜
当社に依頼される銅加工のお客様は、半導体関係の金型が多いです。
例えばリードフレーム加工金型へのコーティングなどです。
半導体金型は精度が高く、加工発生熱が低いことから(コンマ数ミリの板厚加工のため)、
膜選択は0.5μmの膜厚、非親和性、高硬度、良好な面粗さ<の点からAC-Xをお勧めします。
切削加工工具、厚板プレス加工にお勧めの膜
切削加工工具、厚板プレス加工には、より密着力や耐酸化性が必要となるので、
膜選択はCrNやOS-Ⅶ(AlCrSiN系)、OS-CⅡ(CrSiN系)をお勧めします。
試験:無酸素銅の切削
下の写真は無酸素銅を社内切削試験したもので、
工具の刃先付近に、親和性からの摩耗が見られるケースです。
膜厚0.5μm仕様の、AlCrSiN系膜「SmArc OS-Ⅶ」とTiSiN系膜「SmArc OS-T」の比較です。
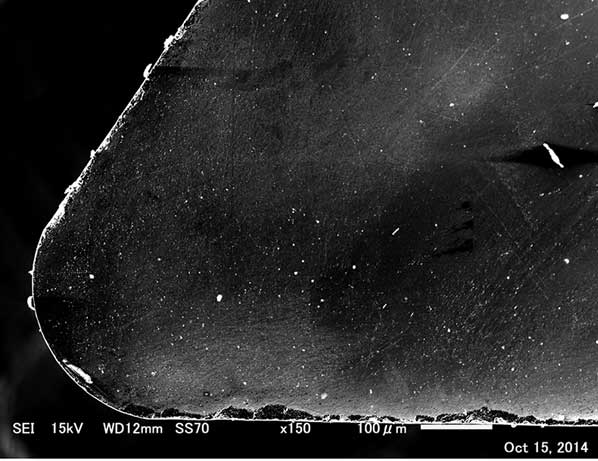
- SmArc OS-Ⅶ硬度(Hv)3000 酸化温度1000℃
- SmArc OS-T硬度(Hv)3500 酸化温度1100℃
どちらも高耐熱・高硬度膜であり、軟らかい銅の切削においては摩耗発生に差はないと思われましたが、
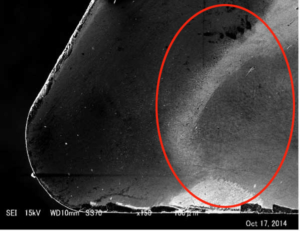
SmArc OS-Tに摩耗が発生しました。
写真の赤丸部内の白く見える箇所で、膜摩耗が発生しています。
SmArc OS-TのTi成分と銅が親和、摩耗が進行したと思われます。
ぜひオンワード技研のコーティングをお試しください
今後、通信の高速化、車のEV化で、新たな銅合金の登場、高能率加工が進むと思われます。
是非、弊社のコーティングを銅加工障害の対策としてご検討ください。
このブログの編集者

- 株式会社オンワード技研
-
1986年創業、DLC・セラミックコーティング・表面処理のプロ集団。
「EVER ONWARD=常に前進する。」をモットーに、コーティング専業メーカーとして全国のお客様の「ものづくり」を支えています。 - 製品ラインアップ
- 所属・掲載